- 宝贝分类
- 共 8 件宝贝在售

基本信息
| 省份 | 广东 | 城市 | 梅州市 |
| 招标代理机构 | 广东思佳工程咨询有限公司 | 项目名称 |
梅州市殡仪馆改扩建项目火化机设备及尾气处理设备采购项目 |
| 采购单位 |
广东省梅州市殡仪馆 立即查看 |
采购联系人 |
吴工 |
| 采购电话 |
0753-2207580 |
中标信息
| 中标单位 |
立即查看 |
中标金额(元) | |
| 来源:国家企业公示网站、招标信息等 | |||
| 联系方式 |
*以上摘要信息由加固产业互联网(jiagu.com)智能提取,仅供参考。如有误差,请联系客服进行处理。
采购项目名称 梅州市殡仪馆改扩建项目火化机设备及尾气处理设备采购项目 采购项目编号 SJ2024001 公告性质 更正公告
一、项目基本情况
原公告的采购项目编号:SJ2024001
原公告的采购项目名称:梅州市殡仪馆改扩建项目火化机设备及尾气处理设备采购项目
首次公告日期:2024年01月17日 二、更正信息:
更正事项:采购公告与采购文件
更正原因:
已对采购需求作出调整,恢复项目采购活动
更正内容:
原公告的获取招标文件结束日期:2024-01-24,更正为:2024-03-20。
原公告的投标文件提交截止时间:2024-02-07 09:00:00,更正为:2024-04-03 09:00:00。
原公告的开标时间:2024-02-07 09:00:00,更正为:2024-04-03 09:00:00。
原公告的开标地点:梅州市梅江区三角镇客都大道智慧广场B座403号,更正为:广东省政府采购网https://gdgpo.czt.gd.gov.cn/。
招标文件的更正如下:
1、原招标文件第二章采购需求2.技术标准与要求:
附表一:智能平板台车式火化机
| 参数性质 | 序号 | 具体技术(参数)要求 |
| | 1 | 【1】.智能平板台车式火化机技术参数及要求 一、炉体 1、主燃室 (1)主燃室的宽度应不小于700mm,高度应不小于650mm。(根据殡仪馆业务需求定制炉膛容积、尺寸出具具体方案) (2)进尸炉门的宽度应不小于700mm,高度应不小于650mm。(根据殡仪馆业务需求定制炉膛容积、尺寸出具具体方案) (3)主燃室应采用磷酸盐耐磨砖、拱形砖、炉膛特种异形耐火砖等耐火砖砌筑。 2、二次燃烧室 (1)二次燃烧室应采用特级粘土耐火砖等耐火砖砌筑。 (2)二次燃烧室喷枪保证工作温度在:780℃〜1000℃。 (3)二燃室烟气停留时间:≥2S。 3、砖结构 ▲(1)主燃室炉壁采用磷酸盐耐磨砖,含铝量(Al2O3)不低于50%,含铁量(Fe2O3)不高于5%,体积密度[1000℃×3h]不低于2g/cm³,耐压强度[1000℃×3h]不低于50MPa,荷重软化温度[0.2MPa×4%]不低于1350℃,耐火度高达1750℃,显气孔率[1000℃×3h]不超过20%,抗热震性[1100℃×水冷]不低于5次。投标人应提供在全国认证认可信息公共服务平台可查的磷酸盐耐磨砖检验报告,需提供查询网址和查询截图。 (2)主燃室拱顶应采用耐火浇注料一次性浇筑成型拱形砖,耐火浇注料的Al2O3 SiC含量不低于80%,体积密度[1000℃×3h,埋碳]不低于2g/cm³,耐火度不低于1700℃,荷重软化温度[0.2MPa×4%]不低于1350℃,耐压强度[1000℃×3h,埋碳]不低于50Mpa,线变化率[1500℃×3h,埋碳]在±3%以内,抗热震性[1100℃×水冷]次数不低于5次。 ▲(3)火口应采用碳化硅砖,碳化硅含量不低于70%,碳化硅砖体积密度不低于2g/cm³,耐火度不低于1700℃,常温耐压强度不低于50Mpa,显气孔率不高于20%,荷重软化温度[0.2MPa×0.6%]不低于1350℃,1000℃时导热系数≤15W(m·K),抗热震性[1100℃×水冷]次数不低于5次。投标人应提供在全国认证认可信息公共服务平台可查的碳化硅砖检验报告,需提供查询网址和查询截图。 (4)再燃室应采用特级粘土耐火砖,Al2O3 SiO2含量不低于80%,体积密度不低于2g/cm³,耐火度不低于1350℃,常温耐压强度不低于20Mpa,荷重软化温度[0.2MPa×0.6%]不低于1200℃,抗热震性[1100℃×水冷]次数不低于5次。 ▲(5)燃烧器部位应采用炉膛特种异形耐火砖,Al2O3含量不低于80%,Fe2O3含量不高于1%,体积密度不低于1g/cm³,常温耐压强度不低于10MPa,加热永久线变化[1500℃×3h]在±0.5%以内,耐火度高达1750℃,真气孔率不得高于70%,抗热震性[1000℃×空气自然冷]次数不低于5次。投标人应提供在全国认证认可信息公共服务平台可查的炉膛特种异形耐火砖检验报告,需提供查询网址和查询截图。 (6)燃烧室砌缝处应采用CA50耐火水泥填充缝隙,耐火水泥Al2O3含量不低于50%,Si02含量不低于5%,Fe2O3含量不高于2%,3小时内可实现终凝,耐火度不低于1350℃,在24小时后耐压强度可达到35MPa,抗折强度达到5MPa。 (7)采用双炕面多段式设计,交替使用。▲炕面含量铝不低于20%,体积密度不低于1.8g/cm³;耐压强度[1000℃×3h]不低于20MPa;抗爆裂性温度不低于1000℃,耐火度不低于1300℃,抗热震性[1100℃×水冷]次数不低于5次。投标人应提供在全国认证认可信息公共服务平台可查的炕面检验报告,需提供查询网址和查询截图。 (8)采用的耐火制品尺寸应符合GB/T 10326-2016相应要求,其中标砖尺寸为L230×W115×D65mm(±2mm)。 (9)耐火制品应无明显层裂现象,烧成不应产生黑心或红心。 4、外结构 (1)炉体外型尺寸:L×W×H=3500×2300×3200mm(±5%)。 ▲(2)炉架采用角钢焊接而成,表面喷涂户外塑粉涂层,涂层附着力不应低于1级,抗冲击强度大,重锤从500mm高度冲击时,漆膜表面无裂纹、皱纹及剥落现象,表面采用铅笔凿刻或划伤,其硬度不低于2H,经240h中性盐雾性试验表面漆膜完好、无剥落、无生锈现象。投标人应提供在全国认证认可信息公共服务平台可查的塑粉涂层检验报告,需提供查询网址和查询截图。 (3)炉门框架采用304不锈钢制作,板材厚度不低于3.0mm。 (4)炉门内衬含锆陶瓷纤维毯制品,Al2O3含量不低于30%, Si02 ZrO2 HfO2 Al2O3含量不低于90%,体积密度不低于128kg/m³,加热永久线变化[1350℃×24h]在±5%以内,在1000℃热面温度下,导热系数不高于0.20W/(m•K),渣球率(颗粒直径大于0.212mm)低于15%。 (5)炉体外装饰采用厚度1.0mm的304不锈钢镜面板和拉丝板装饰。 (6)火化机炉体外表面应平整光滑,面板间的连接处缝隙匀称、平直。 ▲(7)炉体保温隔热材料采用硅酸铝纤维棉制品,Al2O3含量不低于30%, Si02 Al2O3含量不低于90%,体积密度不低于128kg/m³,加热永久线变化[1200℃×24h]在±5%以内,在800℃热面温度下,导热系数不高于0.15W/(m•K),渣球率(颗粒直径大于0.212mm)低于15%。投标人应提供在全国认证认可信息公共服务平台可查的硅酸铝纤维棉制品检验报告,需提供查询网址和查询截图。 二、供风系统 (1)风管和电气线路不宜裸露在外。 (2)供风管路采用无缝钢管,末端接触高温部位采用不锈钢材质。 (3)供风系统管路的弯曲部分必须平顺、不得有凹瘪、皱折现象。 (4)供风管路安装应严密,不得泄露。 (5)供风系统采用旋钮式控制,可90度切换。 三、电控系统 (1)采用嵌入式控制系统(工业级plc可编程控制器),具有一键运行操作功能。 (2)操作面板采用人机界面,全彩动画模拟,炉后屏尺寸不低于10英寸。 (3)所用电线应采用铜芯聚氯乙烯绝缘软电缆,导体材料应为铜导体,扩张强度≥12.5N/mm²,断裂伸长率≥125%,导体电阻应满足JB/T 8734.2-2016相关技术标准,经成品电缆电压试验,不应击穿,电缆应具有制造厂名、产品型号、额定电压的连续标志,厂名标志是制造商厂名或商标的重复标志,油墨印字应耐擦。 (4)控制柜显示操作面板上的部件和文字标识要简明清晰并排列整齐。 (5)各种仪表显示的数字与底板的颜色应有足够的反差。 (6)电气材料、元件和装置均应具有出厂合格证和使用说明书。 (7)电气线路的绝缘电阻应大于20ΩM。 (8)为应急突然情况火化设备前厅预备室应具有单独手自一体操作系统、后厅控制操作间应具单独有手自一体操作系统、同时无缝接入全自动智能操作系统,操作面可视化进炉。 四、排放系统 (1)采用文丘里式排烟方式,烟囱高度不低于12米。 (2)烟囱采用3mm不锈钢卷制焊接而成。 (3)采用7.5KW引风机,工作电压380V,电流14.5A,转速2900r/min,流量:12000m³/h,压力:5000Pa。 五、进尸系统 (1)进尸系统采用螺旋运动台车,规格:L×W×H=2000×550×400mm(±5%)。 (2)螺旋运动台车采用碳钢制作,采用定位限位技术,不脱轨,精准停车。 (3)进尸系统连续动作20次,进尸炉门续开关20次,应定位准确、运行平稳,无机电故障。 (4)运动台车传动控制电缆必须采用特制柔性排缆,防止往返运动时断裂。 (5)采用横向平移冷却双炕面设计,火化时炕面交替使用,有效提高火化效率。 (6)进尸车采用红外线感应装置或行程开关模拟量控制,可采用遥控装置;台车载尸进入炉膛内,采用机械顶升方式,使床面与炉体紧密结合,密封效果好;拣灰托盘炕面:耐火托盘含有凸型钉,釆用优质耐火材料浇筑的拣灰托盘炕面,易更换、耐高温、寿命长;使用新式尸车前厅不带围屏装置,美观大方。 六、使用性能 (1)火化时间:平板台车式火化机连续火化时每具遗体平均用时应不大于50分钟。 (2)主燃室耗气量:平板台车式火化机连续火化每具遗体平均耗气量不得超过30m³。 (3)使用寿命:燃气式火化机的使用寿命应不少于15000具。 (4)燃气式火化机的主燃室温度、再燃室温度、主燃室压力和耗气量应安装检测控制仪表,具备天燃气报警装置。 (5)炉体外结构表面温升应不大于30℃,炉门和观察孔局部温升应不大于60℃。 (6)引风机的噪声强度应符合GB/T 2888-2008要求,不得超过90dB(A)。 (7)鼓风机的噪声强度应符合GB/T 2888-2008要求,不得超过90dB(A)。 (8)在任何运行状况下,火化机主燃室内均应保持负压,以防止烟气外溢。 (9)在任何运行状况下,火化机再燃室内均应保持负压,以防止烟气外溢。 (10)正常运行100h或正常火化遗体200具后,耐火表面应无剥落、裂缝、孔洞和网状裂纹。 七、安全要求 (1)主燃室和再燃室温度、压力装置应有超限保护和防爆装置。 (2)供电系统及各主回路应有自动负荷保护开关。电机等负载应有过载保护。 (3)燃烧器应设有安全保护装置,点火时,安全点火时间为5~7s,如点火失败,安全保护装置能自动切断燃料供应。 (4)风机进风口应设防护网。 (5)电控装置金属外壳应设有接地保护。 (6)设备应安装雷电防护装置。 八、骨灰冷却系统 ▲(1)采用全自动骨灰冷却技术,骨灰冷却时间不超过15分钟。需提供骨灰冷却技术证明材料。 (2)冷却罩采用不锈钢制作,规格2200×730mm(±10%)。 (3)拣灰台采用不锈钢制作,台面规格:L×W×H=2500×870×720mm(±10%),前厅无轨,无拖线。 九、其他要求 (1)主燃烧室工作温度:850℃~950℃,遗体入炉前炉膛温度>850℃。 (2)再燃烧室工作温度:850℃~950℃,遗体入炉前炉膛温度>850℃。 (3)炉膛工作压力范围:-5~-300Pa。 (4)整机功率不超过25kw。 (5)炉膛正常使用寿命:5000具或3年以上(以先到为准)。 (6)整机正常使用寿命:15000具或10年(以先到为准)。 (7)火化机排放系统烟道上应开设检测孔。 (8)焊缝处表面应平整均匀,不应出现裂纹和熔孔,主要焊缝应磨平。 (9)紧急操作器件应安装在距基础面0.8∽1.6米的高度范围内。 (10)指示仪表安装的中心高度为1.6米。 (11)耐火砖及预制件的砌体中,应留有补偿热膨胀用的膨胀缝。 (12)火化机炉门边侧上方须设置自动抽风余烟管,确保炉门开启时不冒烟;炉门下方边侧预留清灰口。 (13)火化机的外表面板应能自由拆装,便于各部件的维护。 |
| 说明 | 打“★”号条款为实质性条款,若有任何一条负偏离或不满足则导致投标无效。 打“▲”号条款为重要技术参数,若有部分“▲”条款未响应或不满足,将导致其响应性评审加重扣分,但不作为无效投标条款。 |
| 参数性质 | 序号 | 具体技术(参数)要求 |
| | 1 | 【2】.智能遗体运输车(一拖二)技术参数及要求 进尸车采用红外线感应装置,智能控制系统,可采用遥控操作;电机采用伺服电机,载重500KG,智能接驳棺木,完全解放员工的劳动强度。 1、机器尺寸:1600mm(长)×700mm(宽)×650-850mm(高) 2、重量负载:自重80kg,负载200kg 3、激光雷达:前后双单线激光雷达 4、导航避障精度:0.01m 5、测距传感器:8路超声波测距 6、机器视觉:前后双1080p摄像头 7、升降平台:负载200kg,100mm行程 8、真空吸附:-50KPa真空负压,双吸盘200kg吸附力 9、触摸控制屏:10.1寸1080p工控触摸屏 10、电池:24V 80Ah磷酸铁锂动力电池 11、续航:续航8h,待机24h |
| 说明 | 打“★”号条款为实质性条款,若有任何一条负偏离或不满足则导致投标无效。 打“▲”号条款为重要技术参数,若有部分“▲”条款未响应或不满足,将导致其响应性评审加重扣分,但不作为无效投标条款。 |
| 参数性质 | 序号 | 具体技术(参数)要求 |
| | 1 | 【3】.智能平板火化机技术参数及要求 一、炉体 1、主燃室 (1)主燃室的宽度应不小于700mm,高度应不小于650mm。(根据殡仪馆业务需求定制炉膛容积、尺寸出具具体方案) (2)进尸炉门的宽度应不小于700mm,高度应不小于650mm。(根据殡仪馆业务需求定制炉膛容积、尺寸出具具体方案) (3)平板火化机主燃室炕面距前厅地面高度为400mm。 (4)主燃室应采用磷酸盐耐磨砖、拱形砖、炉膛特种异形耐火砖等耐火砖砌筑。 2、二次燃烧室 (1)二次燃烧室应采用特级粘土耐火砖等耐火砖砌筑。 (2)二次燃烧室喷枪保证工作温度在:780℃〜1000℃。 (3)二燃室烟气停留时间:≥2S。 3、砖结构 (1)主燃室炉壁采用磷酸盐耐磨砖,含铝量(Al2O3)不低于50%,含铁量(Fe2O3)不高于5%,体积密度[1000℃×3h]不低于2g/cm³,耐压强度[1000℃×3h]不低于50MPa,荷重软化温度[0.2MPa×4%]不低于1350℃,耐火度高达1750℃,显气孔率[1000℃×3h]不超过20%,抗热震性[1100℃×水冷]不低于5次。 ▲(2)主燃室拱顶应采用耐火浇注料一次性浇筑成型拱形砖,耐火浇注料的Al2O3 SiC含量不低于80%,体积密度[1000℃×3h,埋碳]不低于2g/cm³,耐火度不低于1700℃,荷重软化温度[0.2MPa×4%]不低于1350℃,耐压强度[1000℃×3h,埋碳]不低于50Mpa,线变化率[1500℃×3h,埋碳]在±3%以内,抗热震性[1100℃×水冷]次数不低于5次。投标人应提供在全国认证认可信息公共服务平台可查的耐火浇注料检验报告,需提供查询网址和查询截图。 (3)火口应采用碳化硅砖,碳化硅含量不低于70%,碳化硅砖体积密度不低于2g/cm³,耐火度不低于1700℃,常温耐压强度不低于50Mpa,显气孔率不高于20%,荷重软化温度[0.2MPa×0.6%]不低于1350℃,1000℃时导热系数≤15W(m·K),抗热震性[1100℃×水冷]次数不低于5次。 ▲(4)再燃室应采用特级粘土耐火砖,Al2O3 SiO2含量不低于80%,体积密度不低于2g/cm³,耐火度不低于1350℃,常温耐压强度不低于20Mpa,荷重软化温度[0.2MPa×0.6%]不低于1200℃,抗热震性[1100℃×水冷]次数不低于5次。投标人应提供在全国认证认可信息公共服务平台可查的特级粘土耐火砖检验报告,需提供查询网址和查询截图。 (5)燃烧器部位应采用炉膛特种异形耐火砖,Al2O3含量不低于80%,Fe2O3含量不高于1%,体积密度不低于1g/cm³,常温耐压强度不低于10MPa,加热永久线变化[1500℃×3h]在±0.5%以内,耐火度高达1750℃,真气孔率不得高于70%,抗热震性[1000℃×空气自然冷]次数不低于5次。 ▲(6)燃烧室砌缝处应采用CA50耐火水泥填充缝隙,耐火水泥Al2O3含量不低于50%,Si02含量不低于5%,Fe2O3含量不高于2%,3小时内可实现终凝,耐火度不低于1350℃,在24小时后耐压强度可达到35MPa,抗折强度达到5MPa。投标人应提供在全国认证认可信息公共服务平台可查的耐火水泥检验报告,需提供查询网址和查询截图。 (7)采用的耐火制品尺寸应符合GB/T 10326-2016相应要求,其中标砖尺寸为L230×W115×D65mm(±2mm)。 (8)耐火制品应无明显层裂现象,烧成不应产生黑心或红心。 4、外结构 (1)炉体外型尺寸:L×W×H=3500×2300×3200mm(±5%)。 (2)炉架采用角钢焊接而成,表面喷涂户外塑粉涂层,涂层附着力不应低于1级,抗冲击强度大,重锤从500mm高度冲击时,漆膜表面无裂纹、皱纹及剥落现象,表面采用铅笔凿刻或划伤,其硬度不低于2H,经240h中性盐雾性试验表面漆膜完好、无剥落、无生锈现象。 (3)炉门框架采用304不锈钢制作,板材厚度不低于3.0mm。 ▲(4)炉门内衬含锆陶瓷纤维毯制品,Al2O3含量不低于30%, Si02 ZrO2 HfO2 Al2O3含量不低于90%,体积密度不低于128kg/m³,加热永久线变化[1350℃×24h]在±5%以内,在1000℃热面温度下,导热系数不高于0.20W/(m•K),渣球率(颗粒直径大于0.212mm)低于15%。投标人应提供在全国认证认可信息公共服务平台可查的含锆陶瓷纤维毯制品检验报告,需提供查询网址和查询截图。 (5)炉体外装饰采用厚度1.0mm的304不锈钢镜面板和拉丝板装饰。 (6)火化机炉体外表面应平整光滑,面板间的连接处缝隙匀称、平直。 (7)炉体保温隔热材料采用硅酸铝纤维棉制品,Al2O3含量不低于30%, Si02 Al2O3含量不低于90%,体积密度不低于128kg/m³,加热永久线变化[1200℃×24h]在±5%以内,在800℃热面温度下,导热系数不高于0.15W/(m•K),渣球率(颗粒直径大于0.212mm)低于15%。 二、供风系统 (1)供风管路和电气线路不宜裸露在外。 (2)供风管路采用无缝钢管,末端接触高温部位采用不锈钢材质。 (3)供风系统管路的弯曲部分必须平顺、不得有凹瘪、皱折现象。 (4)供风管路安装应严密,不得泄露。 (5)供风系统采用旋钮式控制,可90度切换。 三、电控系统 (1)采用嵌入式控制系统(工业级plc可编程控制器),具有一键运行操作功能。▲投标人需提供嵌入式控制系统技术证明材料。 (2)操作面板采用人机界面,全彩动画模拟,炉后屏尺寸不低于10英寸。 (3)所用电线应采用铜芯聚氯乙烯绝缘软电缆,导体材料应为铜导体,扩张强度≥12.5N/mm²,断裂伸长率≥125%,导体电阻应满足JB/T 8734.2-2016相关技术标准,经成品电缆电压试验,不应击穿,电缆应具有制造厂名、产品型号、额定电压的连续标志,厂名标志是制造商厂名或商标的重复标志,油墨印字应耐擦。 (4)控制柜显示操作面板上的部件和文字标识要简明清晰并排列整齐。 (5)各种仪表显示的数字与底板的颜色应有足够的反差。 (6)电气材料、元件和装置均应具有出厂合格证和使用说明书。 (7)电气线路的绝缘电阻应大于20ΩM。 (8)为应急突然情况火化设备前厅预备室应具有单独手自一体操作系统、后厅控制操作间应具单独有手自一体操作系统、同时无缝接入全自动智能操作系统,操作面可视化进炉。 四、排放系统 (1)采用文丘里式排烟方式,烟囱高度不低于12米。 (2)烟囱采用3mm不锈钢卷制焊接而成。 (3)采用7.5KW引风机,工作电压380V,电流14.5A,转速2900r/min,流量:12000m³/h,压力:5000Pa。 五、进尸系统 (1)进尸系统采用履带双向输送车(棺木尺寸不受限制)具有火化机遗体输送车定位系统,进尸车上应无杂物。进尸车履带片采用不锈钢模压成型,机械传动系统的回转部分应润滑良好、易更换、耐高温、寿命长;规格:L×W×H=3700×735×750mm(±5%)。 (2)履带车传送界面不得低于装饰面板,投标人需提供符合要求的履带车实物图片。 (3)进尸系统连续动作20次,进尸炉门连续开关20次,应定位准确、运行平稳,无机电故障。 六、使用性能 (1)火化时间:平板火化机连续火化时每具遗体平均用时应不大于45分钟。 (2)主燃室耗气量:平板火化机连续火化每具遗体平均耗气量不得超过25m³。 (3)使用寿命:燃气式火化机的使用寿命应不少于15000具。 (4)燃气式火化机的主燃室温度、再燃室温度、主燃室压力和耗气量应安装检测控制仪表,其检测控制精度均不得低于1.5级。 (5)炉体外结构表面温升应不大于30℃,炉门和观察孔局部温升应不大于60℃。 (6)引风机的噪声强度应符合GB/T 2888-2008要求,不得超过90dB(A)。 (7)鼓风机的噪声强度应符合GB/T 2888-2008要求,不得超过90dB(A)。 (8)在任何运行状况下,火化机主燃室内均应保持负压,以防止烟气外溢。 (9)在任何运行状况下,火化机再燃室内均应保持负压,以防止烟气外溢。 (10)正常运行100h或正常火化遗体200具后,耐火表面应无剥落、裂缝、孔洞和网状裂纹。 七、安全要求 (1)主燃室和再燃室温度、压力装置应有超限保护和防爆装置。 (2)供电系统及各主回路应有自动负荷保护开关。电机等负载应有过载保护。 (3)燃烧器应设有安全保护装置,点火时,安全点火时间为5~7s,如点火失败,安全保护装置能自动切断燃料供应。 (4)风机进风口应设防护网。 (5)电控装置金属外壳应设有接地保护。 (6)设备应安装雷电防护装置。 八、其他要求 (1)主燃烧室工作温度:850℃~950℃,遗体入炉前炉膛温度>850℃。 (2)再燃烧室工作温度:850℃~950℃,遗体入炉前炉膛温度>850℃。 (3)炉膛工作压力范围:-5~-30Pa。 (4)整机功率不超过20kw。 (5)炉膛正常使用寿命:5000具或3年以上(以先到为准)。 (6)整机正常使用寿命:15000具或10年(以先到为准)。 (7)火化机排放系统烟道上应开设检测孔。 (8)焊缝处表面应平整均匀,不应出现裂纹和熔孔,主要焊缝应磨平。 (9)紧急操作器件应安装在距基础面0.8∽1.6米的高度范围内。 (10)指示仪表安装的中心高度为1.6米。 (11)耐火砖及预制件的砌体中,应留有补偿热膨胀用的膨胀缝。 (12)火化机炉门边侧上方须设置自动抽风余烟管,确保炉门开启时不冒烟;炉门下方边侧预留清灰口。 (13)火化机的外表面板应能自由拆装,便于各部件的维护。 (14)平板炉出灰口尺寸:L×W =230×180mm; |
| 说明 | 打“★”号条款为实质性条款,若有任何一条负偏离或不满足则导致投标无效。 打“▲”号条款为重要技术参数,若有部分“▲”条款未响应或不满足,将导致其响应性评审加重扣分,但不作为无效投标条款。 |
| 参数性质 | 序号 | 具体技术(参数)要求 |
| | 1 | 【4】.火化机尾气净化处理设备技术参数及要求 一、产品整体配置要求 ▲(1)产品主要用材采用优质不锈钢制作。产品经240h中性盐雾试验,表面不会出现红锈。投标人应提供在全国认证认可信息公共服务平台可查的尾气处理设备检验报告,需提供查询网址和查询截图。 (2)产品主要由尾气温度控制系统、双流体高效降温系统、脱硫脱酸脱硝系统、布袋除尘系统、活性炭吸附系统、引风机、烟囱和电气控制系统等组成。 二、各功能系统具体要求 1、双流体高效降温器 (1)能在3秒内将500度左右的高温降至200度左右。 (2)能根据布袋除尘器前设置的温度自动进行降温控制,有效保障滤袋的使用工况和寿命。 (3)烟气接触部分采用厚度3mm的304不锈钢材质。 2、脱硫脱酸脱硝系统 (1)脱硫脱酸脱硝系统外装饰采用不锈钢制作,规格:L×W×H=680×500×780mm (±5%)。 (2)脱硫脱酸脱硝系统采用低位安装,充分雾化,高位输送方式脱除废气中的二氧化硫、氯化氢、氮氧化物等有害物质。 3、布袋除尘系统 (1)布袋除尘系统由箱体、脚支架、滤袋龙骨、滤袋、导流板、收尘室、电磁脉冲装置、螺杆式压缩机、储气罐、冷冻式干燥机、安全护栏等组成。 (2)箱体采用3mm不锈钢制作,脚支架采用4mm不锈钢制作,整体规格:L×W×H=2000×2270×5700mm (±5%)。 ▲(3)采用PTFE覆膜滤袋,厚度≥1.0mm,在连续工作200℃情况下,单位面积质量≥600g/㎡,透气度≥3m³/(㎡·min),静态除尘效率≥99.5%,动态除尘效率≥99.9%,经向断裂强力≥800N/(5×20)cm²,纬向断裂强力≥1050N/(5×20)cm²,经向断裂伸长率≤35%,纬向断裂伸长率≤55%,24h加热后强度保持率≥95%。投标人需提供满足性能要求的PTFE检验报告。 (4)每套尾气净化处理设备配置的PTFE覆膜滤袋,滤袋使用寿命不低于2年,过滤面积不得低于70平方米。 (5)螺杆式压缩机规格:L×W×H=800×700×930mm,电机功率7.5KW,额定排气压力0.8MPa,容积流量1.1m/min,净重≥180kg,配备有空气过滤、自动感应脉冲清灰装置,可自动检测储存灰量,对滤袋进行自动清灰处理。 (6)储气罐主体采用Q235B碳素钢制作,容积0.6m³,重量≥130kg,设计压力0.84MPa,试验压力1.26MPa,设计温度100℃。 (7)冷冻式干燥机输入电源:220V/50HZ,额定电流2.0A,处理风量1.5m³/min,使用压力≤1.0MPa,入口温度≤45℃,冷媒种类R134。 (8)布袋清灰系统:采用螺杆式空气压缩机,配备有空气过滤、自动感应脉冲清灰装置,可自动检测储存灰量,对滤袋进行自动清灰处理。 4、活性炭吸附系统 (1)活性炭吸附系统采用3mm不锈钢制作,规格:L×W×H=750×750×1750mm (±5%),内置不少于30个壁厚1.0mm规格100×100×100mm蜂窝活性炭。 ▲(2)采用的蜂窝活性炭体积密度≥0.25g/cm³,碘吸附值≥800mg/g,四氯化碳吸附率≥50%,着火点≥300℃,水分≤10%,比表面积≥800㎡/g,动态苯吸附率≥35%,静态苯吸附率≥40%;正面抗压强度不低于0.6MPa,侧面抗压强度不低于0.3Mpa。投标人需提供满足性能要求的蜂窝活性炭的检验报告。 三、引风机 (1)采用变频离心风机,电机功率18.5KW,流量12000m³/h,风机转速2900r/min,压力5000Pa。 (2)风机安装地面应平整,底座应安装减震器。 四、雷电防护装置 (1)设备应安装雷电防护装置。 五、烟囱 (1)烟囱采用3mm不锈钢卷制成,烟囱直径400mm,高度不低于12米。 (2)烟囱上应预留检测口,方便检测,预留配套尾气检测平台。 六、电控系统 (1)控制系统应有负压、过载、报警保护和运行画面或指示灯,同步可读数据显示,各种检测元件及实时反馈等。 (2)整套设备系统电路设计应满足《通用用电设备配电设计规范》GB50055- 2011 标准。 (3)采用优质PLC模块和触摸屏控制,控制系统应与火化炉控制系统相互兼容。 (4)所用电线应采用铜芯聚氯乙烯绝缘软电缆,导体材料应为铜导体,扩张强度≥12.5N/mm²,断裂伸长率≥125%,导体电阻应满足JB/T 8734.2-2016相关技术标准,经成品电缆电压试验,不应击穿,电缆应具有制造厂名、产品型号、额定电压的连续标志,厂名标志是制造商厂名或商标的重复标志,油墨印字应耐擦。 七、自动出灰系统 采用优质型钢,自动控制,简洁大方,维护便捷;主要功能针对火化机尾气布袋集中出灰,集尘系统的作用是将尾气产生的烟气中含有的颗粒粉尘快速收集在一起,便于集中清理,同时可减少工作人员的劳动强度和对大气的污染,起到净化环境的作用。 八、设备技术要求 (1)产品总功率不超过30kw。 (2)净化效果:经尾气净化处理设备处理的火化机排放的废气含量必须达到《火葬场大气污染物排放标准》(GB 13801-2015)。 (3)引风机的噪声强度均应<90dB(A)。 九、其他 1、尾气排放监控系统 (1)采用分辨率不低于720的高清摄像头及18英寸以上的监控屏。 (2)摄像头安装在尾气排放烟囱出口,监控屏应安装在操作面板附近,能实时监控查看排放效果。 2、火化设备运行状态提示系统 (1)能在遗体输送间观察到火化机的运行状态(运行、故障、空炉)。 (2)采用LED电子显示屏滚动彩色显示。 3、炉门口及观察口采用防烟熏处理材料(外表)。 4、炕面冷却吸走的空气杂物直接接入尾气。 5、直排的情况下不能肉眼见到黑烟、青烟。 6、空载负压达300以上,尾气负压达250以上。 7、冷却风机5.5千瓦左右(拣灰炉)。 8、旋风清灰必须实现自动化。 |
| 说明 | 打“★”号条款为实质性条款,若有任何一条负偏离或不满足则导致投标无效。 打“▲”号条款为重要技术参数,若有部分“▲”条款未响应或不满足,将导致其响应性评审加重扣分,但不作为无效投标条款。 |
| 参数性质 | 序号 | 具体技术(参数)要求 |
| | 1 | 【5】.低温催化还原装置技术参数及要求 二噁英处理装置 (1)采用专用催化还原技术,二噁英去除率80%以上。 (2)催化还原一次性填充使用寿命火化遗体5000具或4年以上(以先到为准)。 (3)本项目火化机尾气净化处理设备二噁英处理其中1套采用催化还原技术,经处理后的尾气需达到GB13801-2015《火葬场大气污染物排放标准》。 |
| 说明 | 打“★”号条款为实质性条款,若有任何一条负偏离或不满足则导致投标无效。 打“▲”号条款为重要技术参数,若有部分“▲”条款未响应或不满足,将导致其响应性评审加重扣分,但不作为无效投标条款。 |
| 参数性质 | 序号 | 具体技术(参数)要求 |
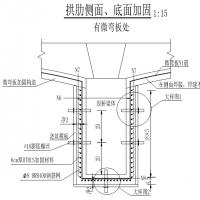
| | 1 | 【6】.地下节能烟道技术参数及要求 烟道施工技术及砌筑要求: 1、中标人负责地下烟道设计要充分考虑防水和保温,在恶劣气候条件下烟道不能出现渗水影响到火化机及尾气处理设备正常使用。 2、烟道底部及两侧从外到内至少应包括有主体结构层、隔热层、耐火层。主体结构层底部应铺设垫层。 3、主体结构层底部之间使用细沙摊铺厚度≥50mm的垫层。 4、隔热层使用耐高温硅酸铝纤维毡,抹耐火泥多层粘制,厚度≥80mm。 5、保温隔使用热层耐高温硅酸铝纤维毡,抹耐火泥多层粘制。 6、耐火层使用一级黏土耐火砖砌墙,墙体厚度≥230mm,耐火砖的灰缝不大于3mm,应保证不漏气。 7、烟道顶部为拱形设计,采用耐火水泥、高铝骨料浇筑覆盖,厚度≥230mm,另铺设耐高温纤维棉整体保温。 8、烟道内部净空宽度≥700mm,烟道两侧与底部垂直部分的净空高度≥600mm,烟道底部与顶部的净空≥700mm,烟道顶部距地面≥350mm。 |
| 说明 | 打“★”号条款为实质性条款,若有任何一条负偏离或不满足则导致投标无效。 打“▲”号条款为重要技术参数,若有部分“▲”条款未响应或不满足,将导致其响应性评审加重扣分,但不作为无效投标条款。 |
| 参数性质 | 序号 | 具体技术(参数)要求 |
| | 1 | 【1】.智能平板台车式火化机技术参数及要求 一、炉体 1、主燃室 (1)主燃室的宽度应不小于700mm,高度应不小于650mm。(根据殡仪馆业务需求定制炉膛容积、尺寸出具具体方案) (2)进尸炉门的宽度应不小于700mm,高度应不小于650mm。(根据殡仪馆业务需求定制炉膛容积、尺寸出具具体方案) (3)主燃室应采用磷酸盐耐磨砖、拱形砖、炉膛特种异形耐火砖等耐火砖砌筑。 2、二次燃烧室 (1)二次燃烧室应采用特级粘土耐火砖等耐火砖砌筑。 (2)二次燃烧室喷枪保证工作温度在:780℃〜1000℃。 (3)二燃室烟气停留时间:≥2S。 3、砖结构 (1)主燃室炉壁采用磷酸盐耐磨砖,含铝量(Al2O3)不低于50%,含铁量(Fe2O3)不高于5%,体积密度[1000℃×3h]不低于2g/cm³,耐压强度[1000℃×3h]不低于50MPa,荷重软化温度[0.2MPa×4%]不低于1350℃,耐火度高达1750℃,显气孔率[1000℃×3h]不超过20%,抗热震性[1100℃×水冷]不低于5次。 (2)主燃室拱顶应采用耐火浇注料一次性浇筑成型拱形砖,耐火浇注料的Al2O3 SiC含量不低于80%,体积密度[1000℃×3h,埋碳]不低于2g/cm³,耐火度不低于1700℃,荷重软化温度[0.2MPa×4%]不低于1350℃,耐压强度[1000℃×3h,埋碳]不低于50Mpa,线变化率[1500℃×3h,埋碳]在±3%以内,抗热震性[1100℃×水冷]次数不低于5次。 (3)火口应采用碳化硅砖,碳化硅含量不低于70%,碳化硅砖体积密度不低于2g/cm³,耐火度不低于1700℃,常温耐压强度不低于50Mpa,显气孔率不高于20%,荷重软化温度[0.2MPa×0.6%]不低于1350℃,1000℃时导热系数≤15W(m·K),抗热震性[1100℃×水冷]次数不低于5次。 (4)再燃室应采用特级粘土耐火砖,Al2O3 SiO2含量不低于80%,体积密度不低于2g/cm³,耐火度不低于1350℃,常温耐压强度不低于20Mpa,荷重软化温度[0.2MPa×0.6%]不低于1200℃,抗热震性[1100℃×水冷]次数不低于5次。 (5)燃烧器部位应采用炉膛特种异形耐火砖,Al2O3含量不低于80%,Fe2O3含量不高于1%,体积密度不低于1g/cm³,常温耐压强度不低于10MPa,加热永久线变化[1500℃×3h]在±0.5%以内,耐火度高达1750℃,真气孔率不得高于70%,抗热震性[1000℃×空气自然冷]次数不低于5次。 (6)燃烧室砌缝处应采用CA50耐火水泥填充缝隙,耐火水泥Al2O3含量不低于50%,Si02含量不低于5%,Fe2O3含量不高于2%,3小时内可实现终凝,耐火度不低于1350℃,在24小时后耐压强度可达到35MPa,抗折强度达到5MPa。 (7)采用双炕面多段式设计,交替使用。炕面含量铝不低于20%,体积密度不低于1.8g/cm³;耐压强度[1000℃×3h]不低于20MPa;抗爆裂性温度不低于1000℃,耐火度不低于1300℃,抗热震性[1100℃×水冷]次数不低于5次。 (8)采用的耐火制品尺寸应符合GB/T 10326-2016相应要求,其中标砖尺寸为L230×W115×D65mm(±2mm)。 (9)耐火制品应无明显层裂现象,烧成不应产生黑心或红心。 4、外结构 (1)炉体外型尺寸:L×W×H=3500×2300×3200mm(±5%)。 (2)炉架采用角钢焊接而成。 (3)炉门框架采用304不锈钢制作,板材厚度不低于3.0mm。 (4)炉门内衬含锆陶瓷纤维毯制品,Al2O3含量不低于30%, Si02 ZrO2 HfO2 Al2O3含量不低于90%,体积密度不低于128kg/m³,加热永久线变化[1350℃×24h]在±5%以内,在1000℃热面温度下,导热系数不高于0.20W/(m•K),渣球率(颗粒直径大于0.212mm)低于15%。 (5)炉体外装饰应采用优质镀锌板防氧化表面喷塑,厚度2.0㎜。 (6)火化机炉体外表面应平整光滑,面板间的连接处缝隙匀称、平直。 (7)炉体保温隔热材料采用硅酸铝纤维棉制品,Al2O3含量不低于30%, Si02 Al2O3含量不低于90%,体积密度不低于128kg/m³,加热永久线变化[1200℃×24h]在±5%以内,在800℃热面温度下,导热系数不高于0.15W/(m•K),渣球率(颗粒直径大于0.212mm)低于15%。 二、供风系统 (1)风管和电气线路不宜裸露在外。 (2)供风管路采用无缝钢管,末端接触高温部位采用不锈钢材质。 (3)供风系统管路的弯曲部分必须平顺、不得有凹瘪、皱折现象。 (4)供风管路安装应严密,不得泄露。 (5)供风系统采用旋钮式控制,可90度切换。 三、电控系统 (1)采用嵌入式控制系统(工业级plc可编程控制器),具有一键运行操作功能。 (2)操作面板采用人机界面,全彩动画模拟,炉后屏尺寸不低于10英寸。 (3)所用电线应采用铜芯聚氯乙烯绝缘软电缆,导体材料应为铜导体,扩张强度≥12.5N/mm²,断裂伸长率≥125%,导体电阻应满足JB/T 8734.2-2016相关技术标准,经成品电缆电压试验,不应击穿,电缆应具有制造厂名、产品型号、额定电压的连续标志,厂名标志是制造商厂名或商标的重复标志,油墨印字应耐擦。 (4)控制柜显示操作面板上的部件和文字标识要简明清晰并排列整齐。 (5)各种仪表显示的数字与底板的颜色应有足够的反差。 (6)电气材料、元件和装置均应具有出厂合格证和使用说明书。 (7)电气线路的绝缘电阻应大于20ΩM。 (8).火化设备前厅预备室和后厅操作控制应具备有手自一体操作系统,后厅能可视化控制前厅操作面的一切功能,同时无缝接入全自动智能操作系统。 ▲投标人应提供具有CMA或CNAS标识的电器控制柜检(测)验报告。 四、排放系统 (1)采用文丘里式排烟方式,烟囱高度不低于12米。 (2)烟囱采用3mm不锈钢卷制焊接而成。 (3)采用7.5KW引风机,工作电压380V,电流4.5A,转速2900r/min,流量:8500m³/h,压力:2175Pa。 五、进尸系统 (1)进尸系统采用螺旋运动台车,规格:L×W×H=2000×550×400mm(±5%)。 (2)螺旋运动台车采用碳钢制作,采用定位限位技术,不脱轨,精准停车。 (3)进尸系统连续动作20次,进尸炉门续开关20次,应定位准确、运行平稳,无机电故障。 (4)运动台车传动控制电缆必须采用特制柔性排缆,防止往返运动时断裂。 (5)采用横向平移冷却双炕面设计,火化时炕面交替使用,有效提高火化效率。 (6)进尸车进入炉膛内,采用下降密封 推荐阅读
 |